De kantjes eraf wordt standaard

DE KANTJES ERAF WORDT STANDAARD
Klanten eisen braamloze en zelfs verronde werkstukken
Bij het bewerken van metaal is er bijna altijd een kans op bramen. Die scherpe rechtopstaande randen maken het hanteren niet meteen gemakkelijker, om nog maar te zwijgen van het povere uitzicht en de problemen bij het aanbrengen van een coating. Gelukkig zijn er diverse manieren om te ontbramen. De mechanische werkwijzes variëren van eenvoudigweg handmatig slijpen tot het machinaal glijslijpen in gigantische, specialistische installaties. Dit artikel gidst u door de meest voorkomende methodes. Spoileralert: wegens consistentie en kwaliteit kiest men steeds vaker voor machinaal en zelfs robotisch ontbramen.
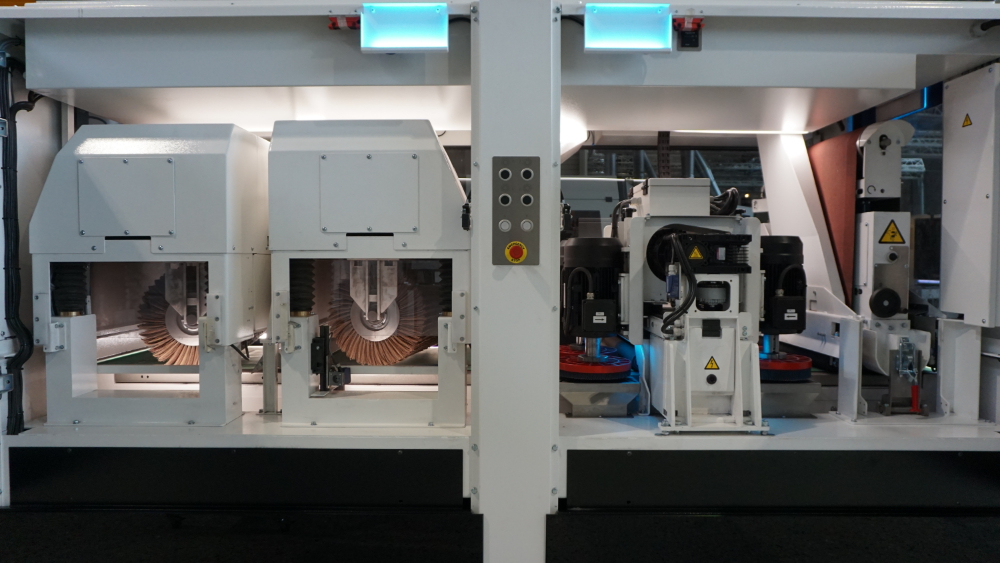
 Werkstukken op een band kunnen in een ontbraammachine, waarbij ze zowel een schuurband als een aantal bewegende polijstborstels passeren.
Werkstukken op een band kunnen in een ontbraammachine, waarbij ze zowel een schuurband als een aantal bewegende polijstborstels passeren.BRAAMVORMING
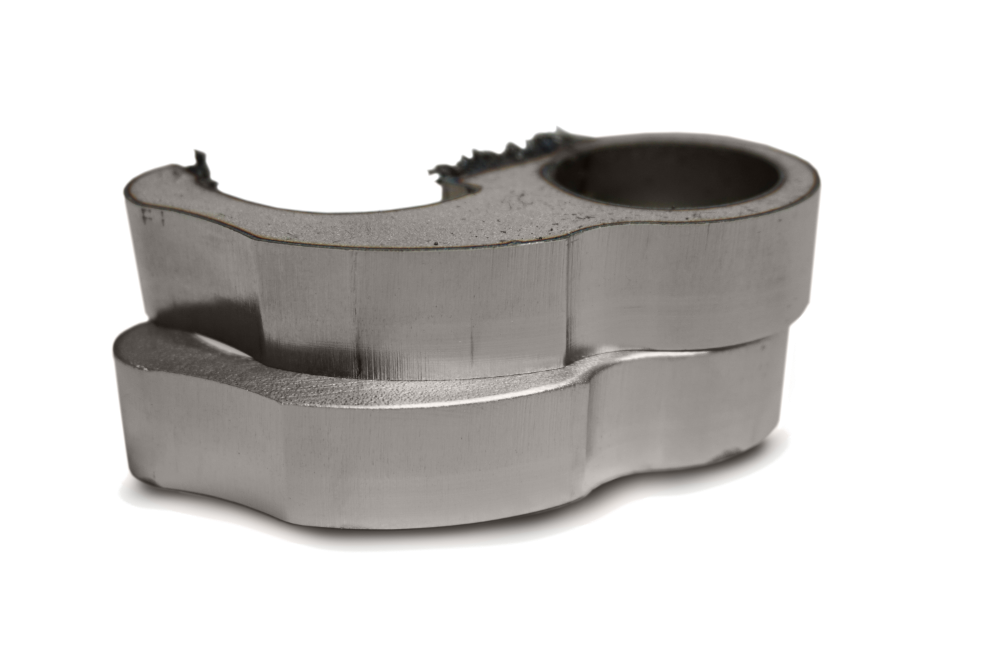
Bramen ontstaan wanneer metaal wordt bewerkt. Bij koude bewerkingen – zoals stansen, boren, frezen, knippen of draaien – blijft aan de rand van het bewerkte metaal een opstaand (scherp) kantje zitten. Dit, omdat er volumetrisch gezien meer plastische deformatie optreedt vooraan op de snijkant van de boor, frees of beitel. Warme bewerkingen zoals laser- of plasmasnijden, gieten, smeden … laten ook soms nog een dergelijke rand staan, maar vaak is die door de hitte ook nog eens aan het werkstuk gesmolten. Dat maakt het verwijderen van de braam extra moeilijk.
Gevolgen
In een eerste opzicht ogen bramen niet bijzonder professioneel en kwalitatief. Alleen al uit esthetisch oogpunt verdient het aanbeveling om te ontbramen. Daarnaast kunnen bramen ook problemen veroorzaken bij de montage door een incorrecte fitting. Zelfs al kunnen werkstukken met bramen feilloos gemonteerd worden, dan nog vormen ze een gevaar voor het goed functioneren van de installatie waarin ze gemonteerd worden. Denk bijvoorbeeld aan de schade die een braam op termijn kan aanrichten in een draaiende motor, door frictie en corrosie. Bovendien zijn bramen vaak scherp en kunnen ze bij manuele handling dus ook verwondingen veroorzaken. Last but not least zijn bramen op een werkstuk ook niet voordelig bij de nabewerking met bijvoorbeeld een coating. Op de scherpe kant zal de laagdikte namelijk dunner zijn dan elders, met alle gevolgen van dien.
ONTBRAMEN
Het wegnemen van bramen van een metalen werkstuk kan op een aantal manieren gebeuren. Puur en enkel manueel (zonder hulp van enige machines, met gebruik van schuurpapier of zelfs raspen en vijlen) gebeurt het bijna niet meer, vanwege de tijds- en arbeidsintensiviteit en de inconsistente kwaliteit. Verder in dit artikel belichten wij het machinaal verwijderen van bramen, zowel met de hulp van handenwerk (manuele slijpmachines of met poliermolen) als middels het gebruik van bv. speciale glijslijpmachines. Er bestaan ook ontbramingsmethodes die gebruikmaken van elektrochemie, thermische energie en cryogenica, maar aangezien deze slechts zeer sporadisch aangewend worden in de metaalnijverheid, laten we deze buiten beschouwing.
Ontbramen met powertools
‘Manueel’ ontbramen gebeurt vandaag nog steeds, maar dan wel met behulp van powertools. Het handgereedschap verschilt niet of nauwelijks van de tools die gebruikt worden voor het schuren, slijpen …
Vier media
Wat wel degelijk verschilt, zijn de verbruiksgoederen voor ontbramen. Er zijn een viertal mogelijkheden. We sommen ze even op:
- Bij coated materiaal wordt de korrel aangebracht op een drager op de band of schijf. Hiermee kan de eerste braam verwijderd worden, maar wordt bijna altijd een – weliswaar kleinere – secundaire braam gecreëerd.
- Non-woven materiaal zoals Scotch-Brite heeft een ingebedde korrelvezel, waardoor het flexibel is en dus de vorm van het werkstuk kan volgen. Dit is ideaal om de kanten van het werkstuk af te ronden.
- Een combinatie van coated en bonded materiaal is mogelijk in gecombineerde fijnslijpwielen. Deze hebben schuurlinnenlamellen én met schuurkorrels geïmpregneerde nylonvezellamellen.
- Om de bramen echt af te slaan, grijpt men vaak terug naar metalen borstels van diverse hardheid, al naargelang van het soort metaal dat ontbraamd moet worden.
Korrel en metaalhardheid
De eerste drie ontbraammedia hangen voor hun korrelgrootte sterk af van het soort metaal dat ontbraamd moet worden. Voor een (zachtere) legering opteert men voor een fijner korreltype; bij staal of inox kan het grovere geschut ingezet worden. Ook bij de metaalborstels hangt het gebruik van het soort metaal in de borstels af van de samenstelling van het te bewerken metaal.
Ontbramen met poliermolen/slijpband
De eerder vermelde wielen – zowel coated als non-woven – kunnen gemonteerd worden op een poliermolen waar iemand dan het werkstuk tegenaan houdt. Die ‘iemand’ kan ook vervangen worden door een cobot (collaborative robot), waardoor de consistentie al verhoogd wordt t.o.v. het manuele werk (zie verder). Hetzelfde principe geldt voor het gebruik van een slijpband: een persoon of cobot houdt het werkstuk tegen de band tot de braam weggeslepen is.
Machinaal ontbramen
Machinaal ontbramen – door het inzetten van specialistische machines – kent een aantal varianten.

een werktafel met gedragen polijstmachine.
Ontbramen op band
Gebruikmakend van de verschillende slijpmedia zoals hierboven beschreven, bestaan er machines met band die de werkstukken inbrengen in de machine. Daar gaan de draaiende borstels of schijven heen en terug over de werkstukken om zo de bramen weg te nemen. Gecombineerde bewerkingen (ontbramen in combinatie met kantafronden, schuren …) zijn mogelijk.
Ontbramen op werktafel
Eveneens bestaan er werktafels waarop een arm gemonteerd is die het slijpwerktuig helpt dragen. Het blijft in dit geval wel de operator die de beweging uitvoert en de kwaliteit bepaalt.
Glijslijpen
In principe komt het er bij glijslijpen op neer dat er in een roterende trommel of een vibrerende machine een continue wrijving is van de slijpmedia (korrelhoudende chips) en het werkstuk met bramen, waardoor de bramen wegslijten.

voor procestijden die tot wel
zeven keer korter kunnen zijn.
Centrifugaal ontbramen
Een speciale variant van het glijslijpen is het centrifugeren of op hoge snelheid ontbramen; heel geschikt voor bijvoorbeeld 3D-geprinte onderdelen of fijnmechanische werkstukken. Bij die machine is er een roterend bodemdeel i.p.v. een volledig roterende/vibrerende kuip. Dit zorgt voor een bepaalde flow, waardoor de procestijd tot zeven keer korter kan worden. Ideaal dus voor werkstukken waarbij een hoge snelheid van afwerking vereist is. Deze techniek is wel maar toepasbaar op werkstukken met beperkte afmetingen.
Nat of droog?
Naargelang van de metaalsoort moet het ontbramen al dan niet nat gebeuren. Bij nat ontbramen kan er zuiverder gewerkt worden, en worden het stof en het metaalafval meteen afgevoerd met de vloeistof. Nadeel is wel dat een afvoer van water – met extra filtratie – voorzien moet worden, waardoor de kostprijs van een dergelijke machine hoger ligt. Bij droog ontbramen ontstaat er evenzeer stofontwikkeling. Een ontstofinrichting is dus zeker een must en kan geïntegreerd worden in de installatie.
Robotica voor constante kwaliteit
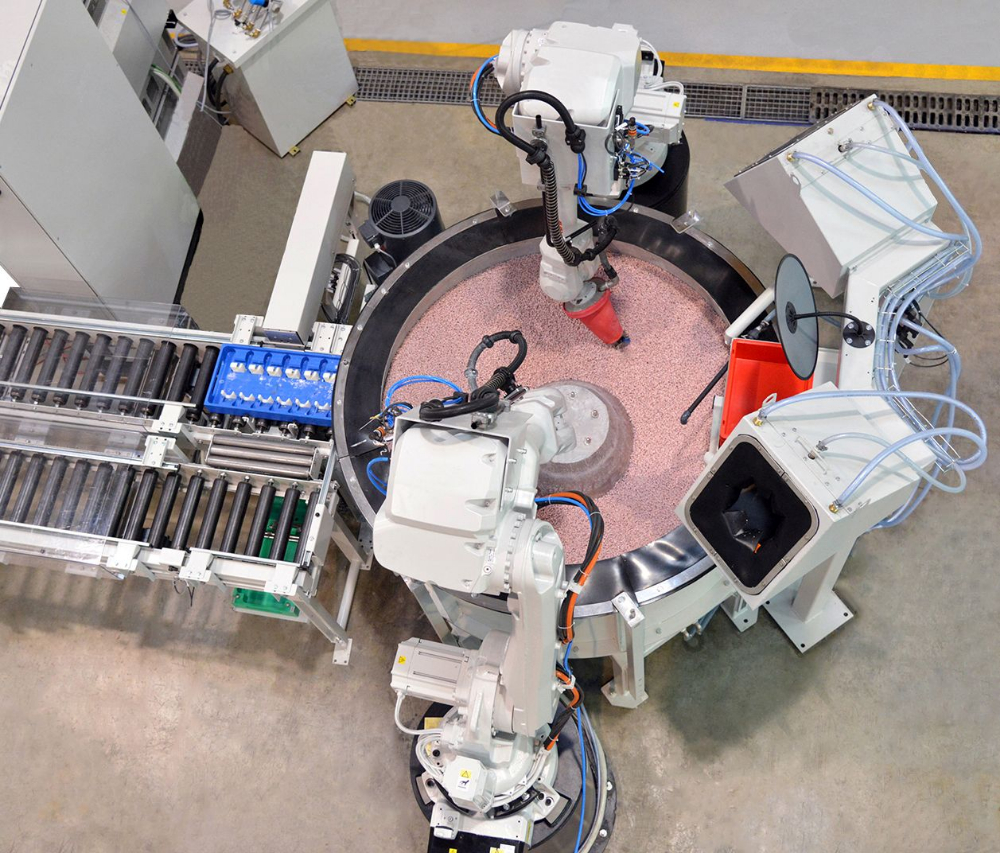
Een toevoeging van een robot of cobot aan een ontbraaminstallatie kan voor een kwaliteitsinjectie zorgen en daarenboven telkens een consistent eindresultaat afleveren. Toepassingen kunnen met een ontbraamborstel op een robotarm, maar evengoed kan die robotarm een werkstuk oppakken om dat tegen een lopende band of een draaiende borstel te houden.
Ook kan de robot een stuk bewegen in een kuip met ontbraammedia, waarbij de media met hoge snelheid over het onderdeel glijden. Los van het ontbramen zelf kunnen robots/cobots perfect ingezet worden voor het in- en ontladen van de ontbraaminstallatie.
AFGERONDE KANTEN
Ontbramen is dus tegenwoordig vaak een dienst die inbegrepen moet worden, gewoon omdat de klant vandaag die eisen stelt. En dat gaat soms nog verder … randjes die verrond zijn, zelfs tot een radius van 2 mm, worden ook steeds vaker gevraagd of geëist. Dit heeft voornamelijk te maken met kantendekking wanneer een oppervlakte gecoat of gelakt wordt. Zoals bij water in een glas vormt ook een coating een ‘bol’ oppervlak, met minder dekking aan de randen. Door afgeronde kanten is de laagdikte daar dan – in theorie – gelijk aan die van de rest van het oppervlak. Dieper hierop ingaan zou ons te ver leiden en is dus voer voor een volgend artikel.
BIJSTAND DOOR EXPERTS
Tot slot geven wij u nog de raad mee om u te laten bijstaan door ontbraamexperts. Een aantal firma’s hebben een ruime expertise op dit vlak uitgebouwd en bieden, naast de tools en machines om te ontbramen, ook de kennis en kunde om dit optimaal uit te voeren. U kunt er maar uw voordeel uit halen.
Dit artikel kwam tot stand met dank aan Extrom, Q-Fin, Rösler, TimeSavers en Topfinish.
Bron: Metallerie.pmg